آیا می دانید رایج ترین عیوب ریخته گری چیست؟ چه چیزی باعث نقص ها می شود؟ و چگونه می توان از این عیوب جلوگیری کرد؟
با نگاهی به این مقاله، پاسخ ها و راه حل های مورد نیاز خود را دریافت خواهید کرد. چند نوع از عیوب بسیار رایج ریخته گری وجود دارد که در زیر ذکر شده است:
|
|
عيب آخال (Inclusion)
شکل ← | — | تصاویر ↓ |
محل ← | درون قطعه | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ | |
| به دام افتادن اکسید هاي سطحی یا سایر مواد خارجی در خلال بارریزي که در اثر عدم سرباره گیري مناسب و کافی قبل از بارریزي،استفاده از پاقیل هاي آلوده و وجود تلاطم به علت عدم طراحی صحیح سیستم راهگاهی است. | افزودن فلاکس براي حذف آخال ها،جلوگیري از ورود هوا به مذاب ها |  |
| استفاده از فیلتر ها | ||
| طراحی مجدد سیستم راهگاهی و اعمال دقت در حین انجام فرآیند ریخته گري |  |
عيب نيامد (Misrun)
شکل ← | حفره هاي نامنظم صاف با لبه هاي گرد | تصاویر ↓ |
محل ← | میان دیواره قالب |  |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ | 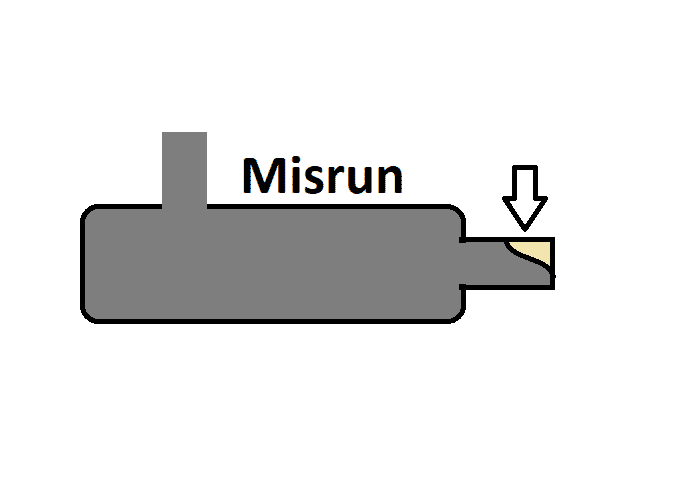 |
| سیالیت پایین مذاب | افزایش دماي بارریزي | |
| طراحی اشتباه سیستم راهگاهی | اصلاح محل،اندازه و تعداد راهبارها | |
| عدم وجود راه هوای کافی در قالب | اصلاح محل و تعداد هواکش |
مک گازی (Blow Holes)
شکل ← | حفره هاي کـروی یـا کشـیده کـه معمـولا داراي دیواره های صاف هستند | تصاویر ↓ |
محل ← | در رو یا زیر قطعات ریختگري | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
| به دام افتادن هوا در خـلال ریخـتن فلـز مذاب به داخل حوضچه بارریزي | دقت در حین بارریزي-تعبیه راه هوا هـای بیشتر در قالب | 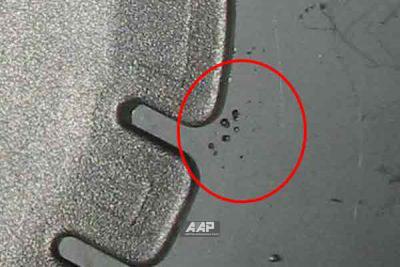 |
| تولید گاز در اثر واکنش بین فلز مذاب و مواد قالب یا ماهیچه یا در اثر تخریب درون ماسه یـا تمـاس مـذاب بـا چسـب روغنـی ماهیچه همچنین عدم حـذف کامـل مـدل مومی از درون قالب می تواند باعـث ایجـاد مشکل شود. | خشک کردن دقیق مـواد قبـل از بـارریزي جهت کاهش رطوبت-آماده سازي و پخـت دقیق ماهیچه | |
واکنش شیمیایی که در فلز مذاب حـین سرد شدن به وجود می آید←مانند واکنش زیر در شمش هاي فولاد ریختگی 𝐹𝐹𝐹𝐹𝐹𝐹+𝐶𝐶→𝐹𝐹𝐹𝐹+𝐶𝐶𝐹𝐹 | افزودن مـوادي جهـت از بـین بـردن مـواد واکنش دهنده |  |
| در اثـــر آزاد شـــدن گـــاز در خـــلال انجماد(عدم حلالیت گاز درون فلز پـس ازانجمـاد)←ماننـد آزاد شـدن هیـدروژن از آلومینیــوم کــه حفــره هــاي کوچــک (Pinhole) یا حفره بزرگ ایجاد می کند. | استفاده از روش هاي مختلف گاززدایی |
عيب پلیسه (Flash)
شکل ← | بیرون زدگی فلز در اطراف خط جدایش در اثر جریان یافتن مذاب بین دو فضاي نیمه قالب | تصاویر ↓ |
محل ← | ترك هاي موجود در قالب یا ماهیچه یا خط جدایش دو نیمه قالب | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
| وجود ترك در قالب یا ماهیچه | سخت کردن سطوح ماهیچه و قالب-کاهش درجه حرارت فوق گداز براي کاهش سیالیت مذاب |  |
| محکم نبودن اتصالات | محکم کردن اتصالات |
عيب سوسه
شکل ← | حفره هایی در اندازه های متنوع که عموما دارای سطوح صاف با اشکال متمایل به گرد می باشند | تصاویر ↓ |
محل ← | به صورت انفرادی یا گروهی در سطح قطعه یا در نزدیکی سطح و یا در داخل قطعه ایجاد می شود. | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
عيب جابجایی (MisMactch)
شکل ← | به هم ریختگی ظاهری قطعه | تصاویر ↓ |
محل ← | در محل درز جدایش قالب | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
| در اثر حرکت کردن دو نیمه قالب نسبت به همدیگر | تنظیم کردن مجدد قالب , بازدید دوره ای قالب | 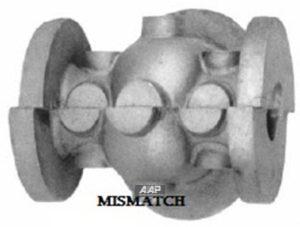 |
| خرابی پین و بوش های قالب | تعویض پین و بوش ها |
عيب ترک گرم (Cracks)
شکل ← | ترك هاي نامنظم | تصاویر ↓ |
محل ← | کمان هاي داراي تمرکز حرارتی یا شیب حرارتی بال | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
| جلوگیري از انقباض آزاد قطعه ریختگی در اثر تمرکز یا شیب حرارتی زیاد و سخت بودن قالب که حرکت نسبی مقاطع گوناگون را محدود می کند. | ساختن قالب و ماهیچه با قابلیت تخریب بیشتر با افزودن موادي نرم مانند سلولز به قالب یا به حداقل رساندن تراکم در خلال قالب گیري |  |
| اصلاح طراحی براي جلوگیري از تغییرات ناگهانی سطح مقطع | ||
| اصلاح سیستم راهگاهی |
عيب سرد جوشی(Cold Shut)
شکل ← | یکی نشدن دو جریان مذاب که از دو محل متفاوت به هم می رسند و محل برخورد آنها با صورت ترك و چروك دو سطح قطعه به همراه لایه هاي اکسید ظاهر می شود. | تصاویر ↓ |
محل ← | جایی که دو جریان مذاب به هم می رسند. | 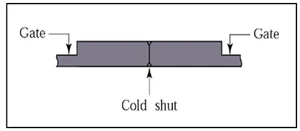 |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  |
| سیالیت ناکافی فلزات | افزایش دماي فوق گداز به وسیله پیشگرم کردن قالب |  |
| استفاده از سیستم راهگاهی نامناسب | تغییر محل راهبار و راهباره ها | |
| بارریزي منقطع | بارریزي یکنواخت و مداوم |
عيب کشیدگی (Drags)
شکل ← |
| تصاویر ↓ | |
محل ← | در سطح قطعه | ||
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ |  | |
آسیب به سطوح حفره قالب؛ سختی ناکافی حفره قالب مشکل در پران های قالب و بیرون افتادن غیر منطقی | آسیب های سطوح حفره قالب را تعمیر کنید و زبری را بهبود بخشید. از سختی قالب ها (HRC45-48) اطمینان حاصل کنید تعویض یا تنظیم پران ها و بهبود بخشیدن زاویه خروج
|  | |
| دمای آلیاژ فلز مذاب بیش از حد گرم شده، یا دمای قالب بیش از حد گرم شده؛ | کنترل دمای آلیاژ مذاب و دمای قالب؛ |
عيوب انقباضی (Shrinkage)
شکل ← | حفره هایی با اشکال نامنظم و پراکنده درون قطعه-یا فرورفتگی کوچک در سطح یا فرورفتگی مخروطی در بالاي بعضی شمش ها | تصاویر ↓ |
محل ← | زیر سطح قطعه یا نزدیک به سطح | |
عوامل ایجاد ↓ | روش های برطرف کردن مشکل ↓ | 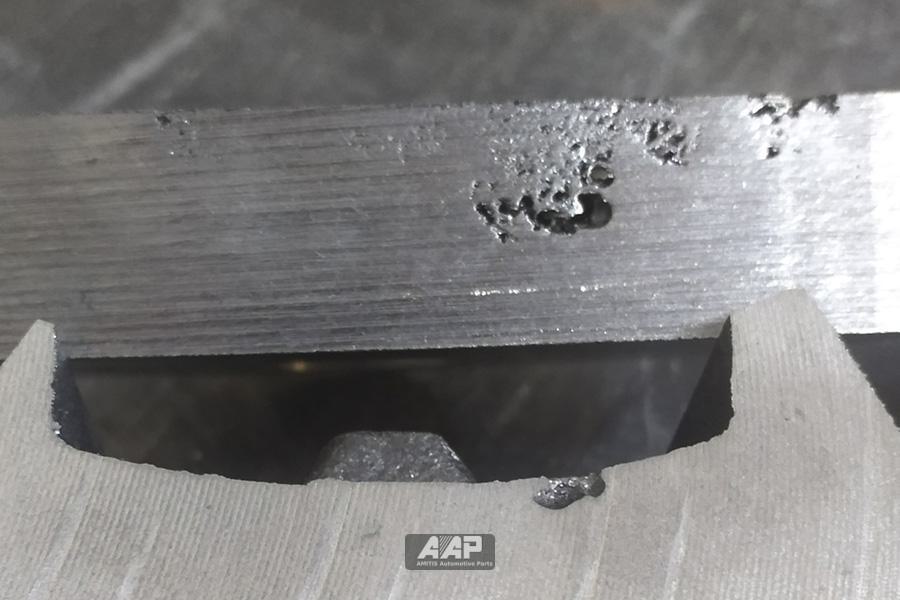 |
| انقباض فلز در حین انجماد | استفاده از دماي فوق گداز بالا |  |
| عدم وجود انجماد جهت دار به سمت مرکز حرارتی مناسب در اثر قرار نگرفتن تغذیه یا راهباره در محل مناسب | جهت دار کردن انجماد با قرار دادن مواد حرارت زا و مبرد درون مکان هاي مناسب قالبتغییر مکان تغذیه |